






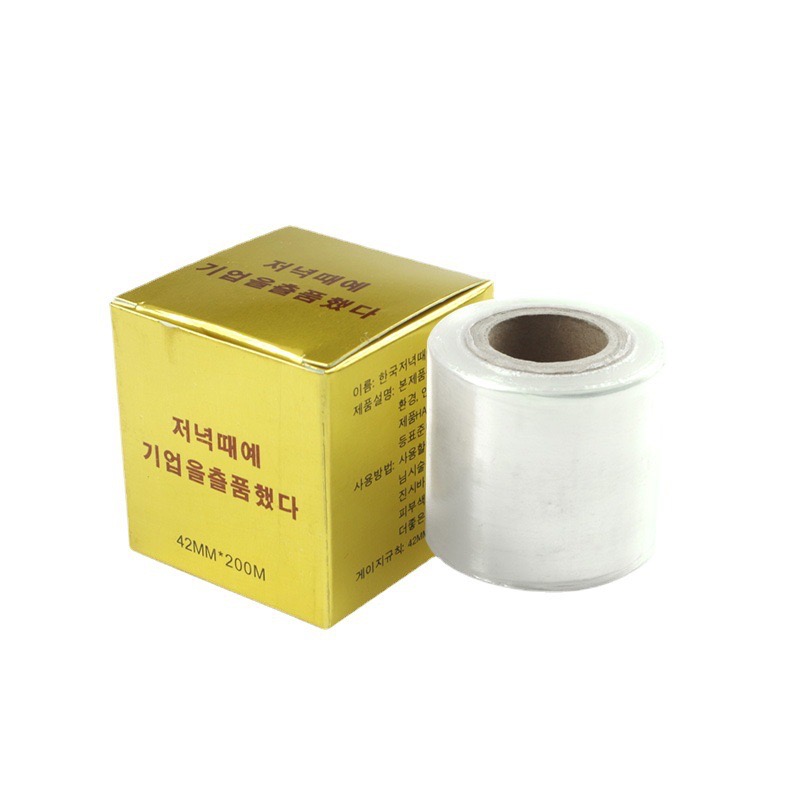
Лента полиэтиленовая с липким слоем сертификат производитель
Когда слышишь ?лента полиэтиленовая с липким слоем сертификат производитель?, первое, что приходит в голову многим закупщикам — это просто найти документ, бумажку с печатью. Но в этом и кроется главная ошибка. Сертификат — это не просто формальность для таможни, это, по сути, расшифровка состава и гарантия стабильности клеевого слоя. Я много раз видел, как люди, экономя время, брали ?сертифицированный? товар по низкой цене, а потом месяцами разбирались с браком: лента отставала на морозе, липла так, что отрывала грунт, или вообще не держала упаковку. Особенно критично это для смежных отраслей, где лента используется как вспомогательный материал, но от её качества зависит весь процесс. Вот, например, в косметическом производстве, казалось бы, какая связь? Но возьмём компанию Ляньюньган Мэйюанда Торговая (сайт: https://www.liangyou.ru). Они специализируются на нановолоконных тампонах и аксессуарах для ресниц. На их производстве такая лента может использоваться для временной фиксации шаблонов, крепления мелких деталей на конвейере или даже в упаковке опытных образцов. И если лента оставляет липкий след или не обеспечивает чёткое отклеивание, это бьёт по чистоте процесса и, в итоге, по качеству основной продукции — тех же щеточек для ресниц. Поэтому их технологам, я уверен, эта тема тоже не чужда. Так что ?сертификат производителя? — это в первую очередь история о доверии к его процессу, а не к его бланку.
Что скрывается за строчками в сертификате?
Начнём с базового. Сертификат соответствия на полиэтиленовую ленту — это не волшебная грамота. Его наличие говорит лишь о том, что конкретная партия (обратите внимание — именно партия!) прошла испытания по определённым параметрам. Чаще всего это ГОСТ или ТУ. Но вот ключевой момент: основные проблемы лежат как раз между этими параметрами. Допустим, в сертификате указана ?адгезия к стали?. Испытали на чистой, обезжиренной пластине в лаборатории при +23°C. А в реальности ленту клеят на картон с пылью, на пластик с остатками смазки или на морозе в цеху. И всё, адгезия падает в разы. Производитель формально прав — его продукт прошёл испытания. А вы остаётесь с проблемой. Поэтому я всегда в первую очередь смотрю не на факт наличия сертификата, а на его ?прикладную? часть: какие именно методики испытаний использовались, на каких поверхностях тестировали клеевой слой, указаны ли параметры для разных температурных режимов. Если этого нет — сертификат становится просто красивой картинкой.
Ещё один нюанс — происхождение сырья. Качественный клеевой слой — это дорого. Многие производители, особенно малоизвестные, экономят именно на этом, используя низкокачественные клеи-расплавы или переработанные полимеры. В сертификате происхождение сырья часто прописано общими фразами. Но здесь нужно включать скепсис. Я помню случай, когда мы закупили крупную партию ленты для упаковки хрупких изделий. Сертификаты были, всё красиво. А через две недели хранения на складе лента начала желтеть и терять липкость. Оказалось, в полиэтилен добавили вторичку, а клей был гигроскопичен. Формально — он прошёл испытания на момент отгрузки. Фактически — брак. После этого я начал всегда запрашивать у производителя паспорта качества на основные компоненты, особенно на клеевую композицию. Если производитель отнекивается или присылает что-то размытое — это красный флаг.
И третий, часто упускаемый из виду пункт — стабильность параметров от партии к партии. Один сертификат — это снимок одного момента. А хороший производитель должен обеспечивать консистентность. Вот тут как раз и видна разница между заводом и кустарным цехом. Крупные, серьёзные производители имеют систему входного контроля сырья и выходного контроля готовой продукции. Их сертификат — это следствие системы, а не её цель. Мелкие же часто делают ?выборочную? сертификацию, подгоняя одну партию под стандарты. Следующая может быть уже другой. Поэтому всегда стоит поинтересоваться, как часто проводятся испытания, ведётся ли статистика по ключевым показателям. Это куда более ценная информация, чем сам бланк.
Производитель: имя, завод или посредник?
Слово ?производитель? в запросе тоже может вводить в заблуждение. На рынке полно торговых компаний, которые переупаковывают или просто перепродают ленту под своим брендом. Они могут предоставить сертификат, но часто это сертификат их поставщика, иногда даже с замазанными реквизитами. Работать с ними — это всегда дополнительное звено риска. В случае претензий по качеству начинается долгая переписка, где перепродавец ссылается на завод, а завод может сказать, что эта партия ушла дистрибьютору и они не несут ответственности за дальнейшее хранение. Классическая ситуация.
Идеальный вариант — это выйти напрямую на завод-изготовитель. Но и здесь не всё просто. Китайских заводов — тысячи. Одни — современные предприятия с европейским оборудованием, другие — полукустарные мастерские. Как отличить? Мне помогает анализ ?побочной? информации. Например, сайт. Не просто визитка с каталогом, а наличие технических разделов, описаний технологического процесса, данных о лаборатории. Упомянутая ранее компания Ляньюньган Мэйюанда Торговая, хоть и работает в косметике, на своём сайте (liangyou.ru) указывает на использование передовых технологий и выпуск инновационных продуктов. Это определённый маркер отношения к процессу. Если перенести эту логику на производителя ленты, то стоит искать те же признаки: упоминание об экструдерах, смесителях для клея, контроле толщины слоя. Если в открытом доступе только прайс-лист и номер телефона — это повод задуматься.
Личный опыт: мы как-то работали с поставщиком, который позиционировал себя как производитель. Цены были привлекательные, сертификаты в порядке. Решили съездить с инспекцией. Оказалось, это был небольшой цех, который покупал готовые полиэтиленовые рукава и наносил на них клей при помощи переделанного старого оборудования. Ни о каком контроле вязкости клея или однородности полимера речи не шло. Стабильности, естественно, тоже. После этого мы завели правило: либо работа с проверенными крупными заводами, либо обязательный аудит потенциального партнёра. Да, это время и деньги, но они окупаются отсутствием авралов и потерь от брака.
Полиэтиленовая основа: тонкости, которые не пишут в рекламе
Часто всё внимание уходит на липкий слой, и это правильно. Но основа — полиэтиленовая плёнка — тоже играет огромную роль. Её плотность, эластичность, память формы, устойчивость к УФ-излучению — всё это влияет на конечное применение. Например, для упаковки тяжёлых паллет нужна лента с высоким пределом прочности на разрыв, а для фиксации легких картонных коробок важнее эластичность, чтобы компенсировать микродеформации.
Одна из распространённых проблем — ?плывущая? ширина. Казалось бы, мелочь. Но когда ты используешь автоматические или полуавтоматические аппликаторы, разбег в ширине даже на полмиллиметра может приводить к перекосу, обрывам ленты и простою линии. Хороший производитель строго контролирует этот параметр на стадии резки рулонов. Плохой — режет ?как получится?. И в сертификате на это вряд ли кто-то обратит внимание, пока не столкнётся с проблемой на производстве. Мы как-то получили партию, где ширина колебалась от 47.8 до 50.3 мм при заявленных 48 мм. Пришлось снять её с автоматической линии и использовать вручную, что убило всю экономию от низкой цены.
Ещё один момент — внутренняя намотка. Сильная липкость слоя требует использования прокладочного слоя (лайнера) или специальной намотки ?линзой?, чтобы лента легко сматывалась без подрывов. Не все производители это делают качественно. В итоге оператор на линии тратит время на то, чтобы ?распутать? начало рулона, или лента рвётся при сматывании. Это прямые потери рабочего времени. При приёмке новой партии я всегда вскрываю несколько рулонов из разных коробок и проверяю именно начало намотки. Это быстрый и очень показательный тест.
Липкий слой: химия, которая работает или подводит
Вот здесь и кроется 80% успеха или провала. Липкий слой — это не просто ?клей?. Это сложная композиция на основе каучуков, акрилатов или силикона. Выбор типа клея определяет всё: начальную липкость (так называемую ?quick stick?), конечную адгезию, устойчивость к температуре, влаге, химикатам. Для внутренних работ в сухом цеху подойдёт один тип, для уличной консервации оборудования — совершенно другой.
Самый болезненный опыт у меня связан с лентой для временной маркировки на холоде. Нужно было маркировать партии изделий на открытом складе зимой, температура до -15°C. Заказали ленту с сертификатом, где была указана ?рабочая температура до -30°C?. Привезли. На первый взгляд, всё нормально. Но при -10 лента полностью теряла липкость, просто отваливалась. Оказалось, сертификационные испытания проводились по методике, где образец выдерживали при низкой температуре, а клеили уже в лабораторных условиях. То есть проверяли не адгезию на морозе, а сохранение свойств после заморозки. Формально — не обманули. Фактически — продукт не решал нашу задачу. После этого я всегда уточняю: ?Адгезия при низких/высоких температурах? — это про приклеивание в этих условиях или про эксплуатацию уже приклеенной ленты? Ответ на этот вопрос многое говорит о компетентности технолога производителя.
Ещё один скрытый параметр — остаточная адгезия и следы. Для многих задач, особенно в чистых производствах или в работе с деликатными поверхностями (вспомним про щёточки для ресниц от Мэйюанда), критично, чтобы лента, отклеиваясь, не оставляла следов клея и не повреждала поверхность. Добиться этого сложно. Это дорогие формулы с контролируемой адгезией. Дешёвые аналоги либо сильно липнут и рвутся, оставляя следы, либо плохо держатся. Проверять это нужно на тех самых поверхностях, с которыми предстоит работать. Не на стали, а на пластике, картоне, лакированном дереве — на чём угодно, что есть в вашем реальном процессе.
Интеграция в процесс: когда теория встречается с реальностью
Итак, вы нашли производителя, изучили сертификаты, даже протестировали образцы. Всё отлично. Но главный тест начинается, когда лента поступает на конвейер или на склад и становится частью ежедневной операции. Здесь всплывают нюансы, которые невозможно предугадать в лаборатории.
Например, скорость нанесения. На автоматической линии лента разматывается и наклеивается на высокой скорости. При этом она нагревается от трения. Дешёвый клеевой слой может начать ?потеть? — выделять легкие фракции, которые загрязнят аппликатор или даже саму продукцию. Или, наоборот, застывать, теряя липкость. Хорошая лента должна иметь определённый диапазон рабочих скоростей, и об этом стоит спросить производителя напрямую. У них могут быть уже накопленные данные от других клиентов.
Другой аспект — хранение. Рулоны полиэтиленовой ленты с липким слоем нельзя хранить где попало. Идеально — в сухом помещении при стабильной, невысокой температуре. Но на практике склады бывают разные. Я видел, как лента, отлично работавшая летом, к осени, после хранения в сыром углу склада, приходила в негодность: влага конденсировалась между витками, клей мутнел и терял свойства. Поэтому теперь в технических требованиях к поставке мы всегда прописываем условия упаковки (например, обязательную стретч-плёнку на палете и индивидуальную упаковку рулонов в полиэтилен) и даём рекомендации по хранению. Если производитель адекватный, он и сам об этом знает и использует соответствующие материалы. Если же привозят рулоны просто в картонных коробках, уже о многом говорит.
И последнее — человеческий фактор. Даже самую лучшую ленту можно испортить неправильным применением. Поэтому частью успешного внедрения является простая инструкция для персонала: как хранить рулон на рабочем месте, как заправлять в диспенсер, на какую поверхность и с каким усилием прижимать. Иногда стоит даже попросить производителя прислать своего технолога для краткого инструктажа или снять небольшое видео. Это кажется мелочью, но предотвращает массу проблем и экономит нервы. В конце концов, лента полиэтиленовая с липким слоем — это инструмент. А хороший инструмент нужно ещё и уметь использовать. И тогда уже не так важно, сколько строчек в сертификате, а важно, что процесс идёт гладко, без сюрпризов. Вот к этому, по-моему, и нужно стремиться, выбирая и производителя, и продукт.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты

Связанный поиск
Связанный поиск- Цена фотошоп для губ в Китае
- Дешевая полиэтиленовая лента lse450 цена
- китайские картины ресниц цена
- Производители высококачественной полиэтиленовой ленты pe
- Китайские производители полиэтиленовой ленты
- Лента электроизоляционная полиэтиленовая 0 1ммх40ммх4м черная цена
- Щеточка для объема ресниц производители
- Цена на Розовая щеточка для туши
- Качественная полиэтиленовая лента lse450 цена
- Цена чашечек для клея