






Лента полиэтиленовая с липким слоем производитель
Когда слышишь ?лента полиэтиленовая с липким слоем производитель?, многие сразу думают о скотче для упаковки. Но в нашей, косметической, нише — это совсем другая история. Частая ошибка — считать, что любая полиэтиленовая лента с клеем подойдет для работы с ресницами или при производстве аксессуаров. На деле, разница колоссальная: от состава клея, который не должен раздражать кожу век, до эластичности самой пленки, которая не должна деформировать волоски. Я много раз видел, как новички в цеху брали первый попавшийся материал, а потом разбирались с браком — ресницы слипались, или лента отклеивалась в самый неподходящий момент. Вот об этих нюансах, которые не пишут в каталогах, и хочется поговорить.
Не просто скотч: специфика материала в косметическом производстве
Итак, возьмем нашу основную деятельность — производство щеточек для ресниц, лент для их завивки и нановолоконных тампонов. Здесь лента полиэтиленовая с липким слоем — не вспомогательная упаковка, а часто рабочий инструмент или часть оснастки. Например, при фиксации формы щеточки или создании определенного натяжения при намотке волокон. Клей должен быть достаточно сильным, чтобы держать, но при этом сниматься без остатка, не повреждая деликатную поверхность инструмента или пресс-формы.
Помню, на одном из первых заказов мы использовали ленту, которую закупили как ?универсальную?. Вроде бы все параметры по толщине и ширине подходили. Но в условиях стерилизации паром низкокачественный клей начал ?плыть?, оставляя липкие следы на металлических частях оснастки. Пришлось останавливать линию, чистить. Потеря времени и денег. После этого появилось жесткое правило: тестировать адгезию не только при комнатной температуре, но и в условиях, имитирующих реальные этапы обработки изделий.
Еще один критичный момент — безопасность. Даже если лента не контактирует напрямую с кожей клиента, она используется рядом с продукцией. Поэтому сертификаты на материал, подтверждающие отсутствие миграции вредных веществ, — это не формальность, а необходимость. Мы, например, теперь всегда запрашиваем у поставщика не только ТУ, но и протоколы испытаний на химическую инертность.
От лаборатории к конвейеру: как выбор ленты влияет на процесс
Внедрение любого нового материала, даже такого, казалось бы, простого, как лента, всегда влечет за собой корректировку технологического процесса. Когда мы начинали работать с производителем из Азии, нас привлекла низкая цена. Лента была хорошего качества в статике, но ее эластичность оказалась нестабильной от партии к партии. На автоматической линии, где важна точность намотки, это привело к сбоям: то натяжение слабое, то лента рвется.
Пришлось фактически заново настраивать подающие механизмы под каждую новую партию сырья, что сводило на нет всю экономию. Опыт болезненный, но поучительный. Теперь мы понимаем, что ключевой параметр — не цена за рулон, а стабильность физико-механических свойств. Лучше заплатить на 10-15% дороже, но получить материал, который не заставит технолога каждую смену бегать с натяжным метр-ключом.
Интересный кейс был связан с производством лент для ресниц. Нужна была узкая, тонкая полиэтиленовая лента с микро-липким слоем для временной фиксации волосков при формировании пучка. Большинство поставщиков предлагали либо слишком агрессивный клей, либо, наоборот, слабый. Нашли решение в сотрудничестве с небольшой отечественной лабораторией, которая смогла адаптировать состав клея-акрилата под наши требования. Это показало, что иногда прямой диалог с производителем, который готов экспериментировать, ценнее, чем выбор из готового каталога крупного завода.
Совместимость с другими компонентами: о чем молчат техпаспорта
Часто проблема кроется не в самой ленте, а в ее взаимодействии с другими материалами на производстве. В нашем случае, при сборке щеточек для ресниц, используется пластик разного типа. Некоторые пластификаторы из ПВХ-основы щеточки могли вступать в реакцию с компонентами клея на ленте, что приводило к легкому ?оплавлению? поверхности в точке контакта. Визуально на готовом изделии это было почти незаметно, но прочность соединения снижалась.
Пришлось разработать внутренний тест на совместимость. Берем образцы пластика со всех наших линеек и наклеиваем на них полоски тестируемой ленты. Затем помещаем в термошкаф на 24 часа при температуре, чуть превышающей максимальную при хранении продукции. После смотрим на изменение поверхности пластика и силу отрыва. Метод простой, но он спас нас от нескольких потенциально проблемных поставок.
Еще один момент — пыль и ворс. В цехе, где работают станки для резки пластика и волокон, всегда есть микрочастицы. Лента с открытым липким слоем моментально собирает на себя весь этот мусор, теряя адгезию. Поэтому для некоторых операций мы перешли на ленту с силиконизированной подложкой, которую снимают непосредственно перед применением. Да, она дороже, но процент брака из-за плохой фиксации упал почти до нуля.
Логистика и хранение: скрытые факторы качества
Казалось бы, купил ленту, привез на склад, используй. Но нет. Условия хранения полиэтиленовой ленты с липким слоем — это отдельная наука. Однажды получили партию, которая вроде бы прошла все входные испытания. Но через месяц хранения на обычном складе (были небольшие перепады температуры) клей на части рулонов ?задубел? и перестал выполнять свою функцию. Оказалось, поставщик не предупредил, что для этого конкретного состава клея критичен диапазон от +10°C до +25°C.
Теперь мы выделили отдельную зону на складе с климат-контролем именно для таких чувствительных материалов. Это добавило затрат, но зато мы уверены в стабильности сырья до самого момента его использования. Это особенно важно для компании, которая, как наша Компания Ляньюньган Мэйюанда Торговая, ориентирована на выпуск инновационных продуктов, где каждая деталь должна работать идеально.
С логистикой тоже не все просто. Летние и зимние поставки требуют разного подхода. Зимой, если рулоны привезти с мороза и сразу вскрыть, на полиэтилене может выпасть конденсат, что испортит клеевой слой. Мы внесли в регламент приемки обязательный этап ?акклиматизации? — паллеты с материалом сутки выдерживаются в теплой приемной перед проверкой и отправкой на склад. Мелочь? Возможно. Но именно из таких мелочей складывается отсутствие брака на выходе.
Взгляд в будущее: тенденции и наши эксперименты
Сейчас много говорят об экологичности. Запросы рынка меняются, и мы как производитель косметических средств и аксессуаров это чувствуем. Изучаем возможность перехода на биоразлагаемые основы для ленты или клеи на водной основе. Пока что это сложно: либо цена заоблачная, либо технические характеристики (та же адгезивная сила или стойкость к влаге) не дотягивают до наших стандартов. Но работа в этом направлении ведется. Мы тестируем несколько образцов от европейских лабораторий.
Еще одна тенденция — миниатюризация. Для новых моделей нановолоконных тампонов требуются все более узкие и точные ленты для фиксации в процессе производства. Это требует от поставщика не просто нарезки, а высокоточного калибрования ширины и толщины по всей длине рулона. Тут уже не обойтись без современного оборудования с лазерным контролем. Мы ищем партнеров, которые могут обеспечить такую точность стабильно.
Возвращаясь к началу. Выбор ленты полиэтиленовой с липким слоем — это не про поиск самого дешевого варианта в интернете. Это про понимание всего технологического цикла, про тестирование в реальных условиях, про диалог с поставщиком, который готов услышать специфику вашего производства. Как показывает практика нашей работы, в том числе и над такими продуктами, как лента для ресниц и щеточки, надежность каждого компонента — это фундамент качества конечного продукта. И на этом фундаменте экономить — себе дороже.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты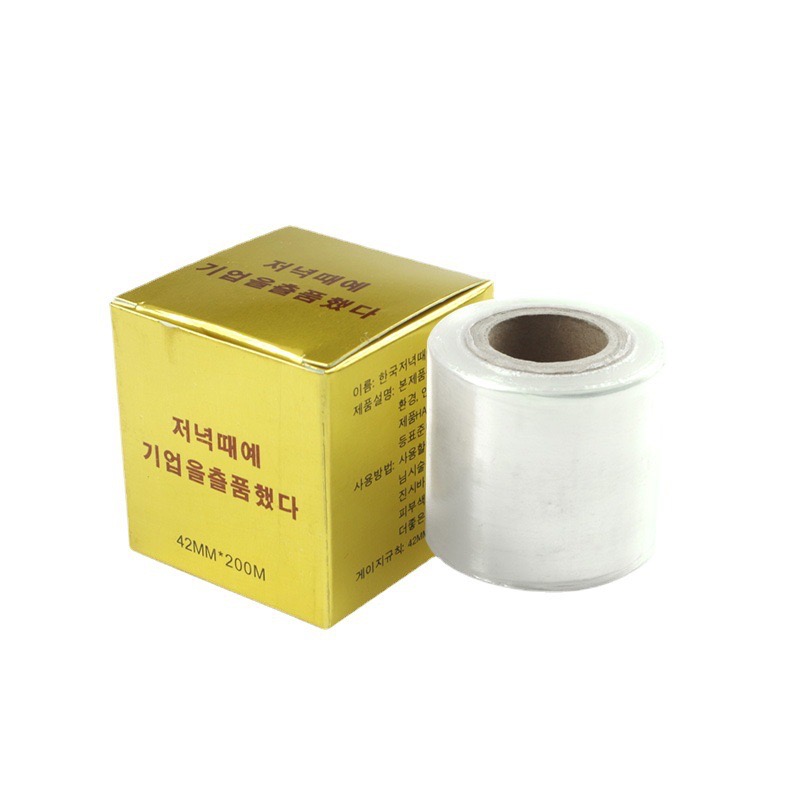

Связанный поиск
Связанный поиск- производители дешевых кистей для губ dior купить
- Цена кисти для губ orel в Китае
- Производители высококачественных щеток для наращивания ресниц
- Китай лента полиэтиленовая пэ
- Китайские производители нетканых материалов клейкие ленты
- Розовая щеточка для ресниц цена
- Производители дешевых щеточек для туши
- Дешевые японские ленты производитель
- производители дешевых размеров щеток для туши
- Кисть для губ в футляре производитель